
焊接需要实现的品质

焊接的品质
作为“焊接产品”应具备品质的一般条件,如下所示。
- 按设计尺寸正确完工。
- 具备要求的功能和强度(或安全性)。
- 焊接部的外观符合要求的等级。
实现这样的高品质产品所需的“焊接品质”基本条件如以下项目所示。
- 焊珠没有龟裂或孔等。
- 焊珠的波形、宽度、高度等均匀。
- 表面基本无变形,符合设计尺寸。
-
焊接能达到规定的强度。
- 区分使用将两个母材完全一体化的“全熔透焊接”或包括“部分熔透焊接”在内的“焊接焊缝”等,获取所需的刚性。
-
焊接焊缝和品质
除部分特殊的母材外,“焊接焊缝的强度视为与母材相同”。
焊接焊缝因母材的接合方法不同,有很多种类,焊接强度因母材之间的焊接方式和焊接部位不同而异。因此,为了高效地进行高品质焊接,还需要注意焊接后向产品用力的方向。
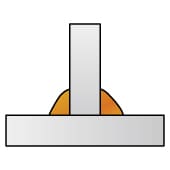
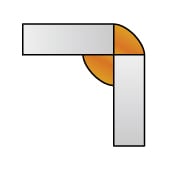
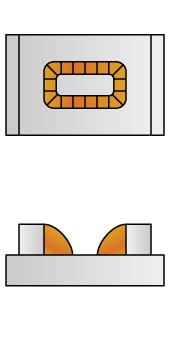
此外,焊接焊缝的熔深对于焊接强度、品质和作业效率而言非常重要,需要根据母材的形状、所需的强度区分使用。根据焊接部的形状不同,焊接焊缝的分类如图所示。坡口焊接 角焊焊接 塞焊 槽焊 对头焊缝 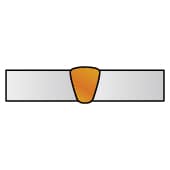
十字焊缝
T字焊缝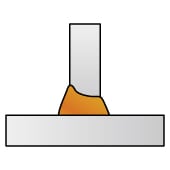
角焊缝 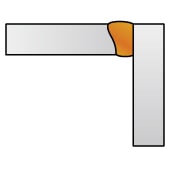
搭板对接焊缝 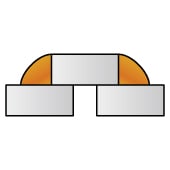

搭接焊缝 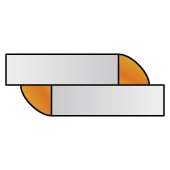
端接焊缝 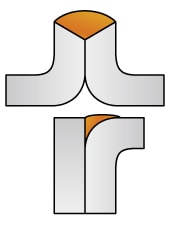
上述分类仅供参考。分类的方式多种多样,并不仅限于上表所示的方法。
坡口(槽)焊接在部材上开设称为坡口(槽:groove)的凹槽后进行焊接。分为将母材完全融入的“全熔透焊接”和部分熔化的“部分熔透焊接”。角焊焊接“T字焊缝”、“十字焊缝”、“角焊缝”等,将几乎垂直的两个母材的面连接起来的三角形焊接。塞(栓)焊将部材重叠后,在一侧开孔后进行的焊缝焊接。槽焊与塞焊中的开孔不同,开设椭圆形细长的凹槽后进行的焊缝焊接。“坡口焊接”、“角焊焊接”称为普通的焊接焊缝,“塞焊”、“槽焊”称为特殊焊缝。“对接焊接”是指将两个母材几乎用位于同一面的焊缝进行焊接,但在不是同一面内的“T字焊缝”和“角焊缝”中,如果是全熔透焊接,也可称为“对接焊接”。
焊缝效率和强度品质
焊接焊缝的强度品质除了与工艺有关之外,还与材料强度对应的“焊缝效率”有密切的关系。
焊缝效率和焊接焊缝的强度、母材的强度关系如以下公式所示。“焊缝效率”=焊接焊缝的强度÷母材的强度
例如,在结构钢的“对接焊缝”中,焊接金属和热影响部的强度会高于母材。而如果以直角方向向焊缝施加负载,母材发生断裂的可能性将增大。这是因为焊缝的延展性和强度与母材的强度相同或更高,因此可以认为焊缝效率为100%以上。
此外,在高强度钢或铝合金的高热输入焊接、加工硬化后的奥氏体不锈钢、热处理铝合金的焊接中,焊接时受热的部分会软化。当焊接金属的强度比母材低时,焊缝会发生断裂。这种情况下的焊缝效率为80至70%或更低。
焊接缺陷和强度品质
为减少焊接缺陷和提高焊接品质,在焊接设计阶段选择与用途匹配的素材和工艺非常重要。但是,即使设计合理,如果在焊接工序中发生缺陷,也会对品质产生很大的影响。例如,焊珠的缺陷不仅是对外观,还会对强度产生很大的影响。也就是说,凹痕、咬边、搭叠、余高不够、开裂(表面)、焊道弯曲、坡口残留、电弧擦伤等外观缺陷就是焊接品质的缺陷。
下面介绍与品质有密切关系的焊接缺陷的示例、维持品质所不可或缺的检测方法以及利用科技实现合理化的最新检测案例。
- 上一篇:施耐德电气宣布,将停止销售Quantum(昆腾)和Premi 2019/4/29
- 下一篇:焊接机器人控制的案例 2019/4/11