
熔接:各式各样的电弧焊接

被覆电弧焊接
被覆电弧焊接是电极消耗式(溶极式)电弧焊法的一种,将与母材材质相同的金属棒(被覆电弧焊接棒)作为电极,将芯线与母材间形成的电弧作为热源的焊法。由芯线被覆物生成的气体及玻璃状焊渣包覆溶解中的金属进行焊接,气体及焊渣构成的保护层以及在焊接棒顶部形成被覆筒等,具有不易受焊接现场风力等条件影响的优点。
原理上,只可由人工进行焊接的传统焊接方法,该焊法也被称为“手工焊接”。虽然随着二氧化碳气体MAG焊接半自动/自动设备的普及,使用这种焊法的情况越来越少,但由于其具有设备成本相对低廉、室内外都能作业的优势,依旧有用武之地。
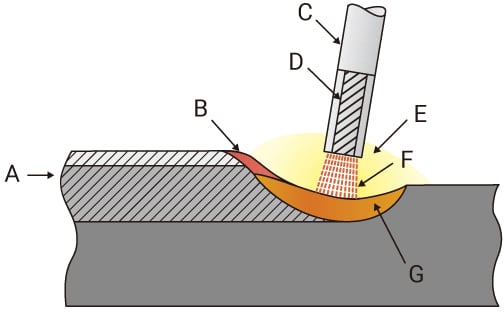
- 焊接金属
- 溶融焊渣
- 被覆材
- 芯线
- 气体环境
- 电弧
- 熔池
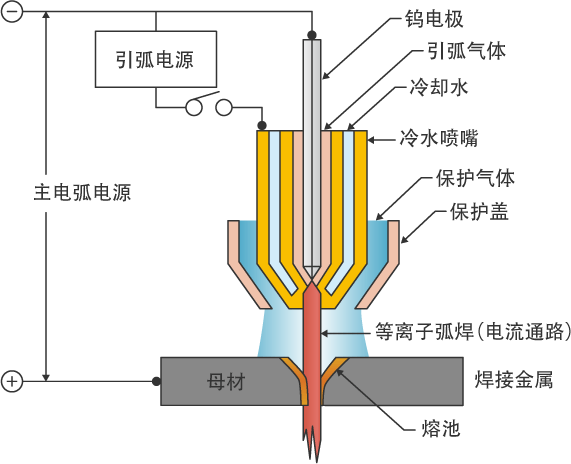
等离子焊接是在电极与母材间产生等离子电弧,并以此进行焊接的焊法。属于非电极消耗式焊法,与TIG焊接一样,将钨棒作为电极,其特点是可利用包覆电极的喷嘴与等离子气体,起到聚拢电弧、防止扩散的作用。
热集中性好,可实现焊缝窄、高速、低扭曲的焊接。电弧指向性高,适用于角焊焊接,同时不会发生溅射。电极消耗少,可进行长时间的高品质焊接。虽然这种焊接机本身的价格高于TIG焊接机,但运行成本较低。这也是最适用于自动焊接的焊法之一。
焊炬内流动的引弧气体(惰性气体)会被引弧热离子化(称为等离子)。离子化的引弧气体,会变成等离子喷射剂,从喷嘴孔喷出,成为电弧电流的导电体。通过这一转变,电弧会被浓缩成为高能量密度电弧,从内嵌凿孔喷出。高能量密度电弧的作用范围仅为TIG焊接电弧的4分之1左右,可以获得电流密度更高的电弧。
气电立焊(EGW)是为了以垂直方向的高功率、稳定融入实现厚板焊接而开发的,属于电极消耗式焊法。
EGW在多数情况下会将二氧化碳气体作为保护气体,但有时也会使用纯氩气、氩气二氧化碳混合气体、氩气氧气混合气体、氩气氦气混合气体。焊接焊丝经常会采用可形成焊渣、焊缝外观美观的焊剂焊丝,但有时也会使用实芯焊丝。
焊接电源通常会使用直流稳压特性电源或直流稳流(下垂)特性电源。
用母材端与铜衬片或耐火性内衬材料等将熔池围起来,可以在防止熔融金属滴落的同时进行向上立焊,因此能够在单条焊道(单次操作)中进行厚板焊接。
其优势包括,使用大电流,熔敷速度更快,可进行高功率焊接,同时由于角变形较小,相对于坡口精度具有相对较大的余量。
其用途包括船舶侧外板、桥梁建设、储藏槽罐、压力容器等垂直方向对接缝的焊接。
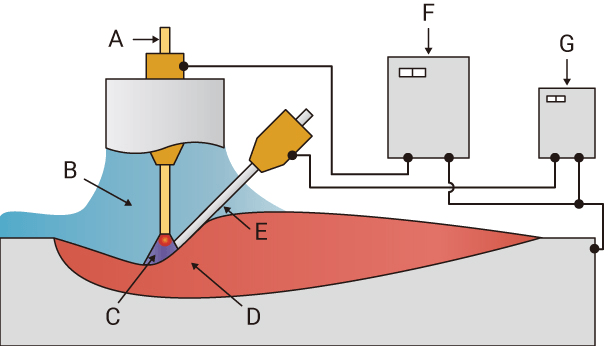
-
先走焊丝
(实芯焊丝) - CO₂
- 电弧
- 熔池
-
后走焊丝
(焊剂焊丝) - 电弧用稳压特性电源
- 通电用稳流特性电源
- 上一篇:熔接:电弧焊接以外的熔接 2019/4/11
- 下一篇:熔接:典型的电弧焊接 2019/4/11